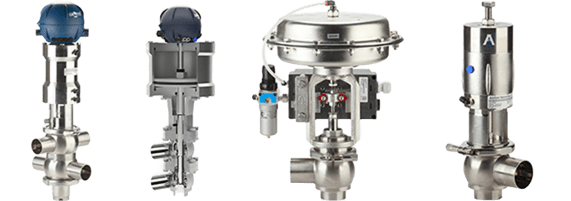
Industrial valves offer numerous benefits to the food industry. These devices are used to control the flow of raw materials, finished products, and other fluids in the food industry.
The hygienic and economical design of stainless steel pumps makes them ideal for key food industry processes.
High-quality sanitary food-grade pumps, centrifugal pumps, and positive displacement pumps..
From standard systems to
specific configurations, we
adapt each heat exchanger to
your needs, guaranteeing
optimum performance in any
application.
High Tech
Heat Exchangers
Our products are the result of 16
years of experience and
collaboration with market leaders
such as Sondex, offering
innovations that improve energy
efficiency and reduce operating
costs.
High Tech
Heat Exchangers
With minimal use of
refrigerants and a design that
promotes sustainability, our
heat exchangers are not only
efficient but also
environmentally friendly.
Allied Brands
Testimonials
What our customers say
"Lorem ipsum dolor sit amet, consectetuer adipiscing elit,
sed diam nonummy nibh euismod tincidunt ut laoreet
dolore magna aliquam erat volutpat. Ut wisi enim ad
minim veniam, quis nostrud exerci tation ullamcorper"
Laura Jiménez
"Lorem ipsum dolor sit amet, consectetuer adipiscing elit,
sed diam nonummy nibh euismod tincidunt ut laoreet
dolore magna aliquam erat volutpat. Ut wisi enim ad
minim veniam, quis nostrud exerci tation ullamcorper"
Ricardo Mendoza
"Lorem ipsum dolor sit amet, consectetuer adipiscing elit,
sed diam nonummy nibh euismod tincidunt ut laoreet
dolore magna aliquam erat volutpat. Ut wisi enim ad
minim veniam, quis nostrud exerci tation ullamcorper"
Laura Jiménez
"Lorem ipsum dolor sit amet, consectetuer adipiscing elit,
sed diam nonummy nibh euismod tincidunt ut laoreet
dolore magna aliquam erat volutpat. Ut wisi enim ad
minim veniam, quis nostrud exerci tation ullamcorper"